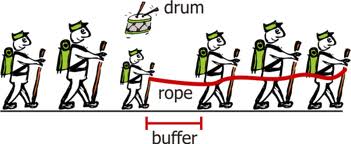
If you’ve had a chance to read the book “The Goal”, you are probably familiar with Drum, Buffer, Rope. In the book, the main character observes some boy scouts on a hike. One of the boy scouts was much slower than the other boy scouts so all of the kids were arriving at different times. The kids at the front of the pack were getting to the rest stops way ahead of the other kids and the kids behind the slow scout (Herbie) were arriving late because they were behind Herbie. He experimented with putting the slow kid at different places in the line but he couldn’t get all the kids to the rest stops at the same time. When he applied this visual to his manufacturing operation, he found a bunch of parallels. He had various activities happening in his factory but they were all operating at their own pace. Some were faster, some were slower. But “the goal” is to get materials that are complete and ready to ship in the most optimized manner. So he applied the “drum, buffer, rope” concept to his operation. Drum refers to the pace. In lean, it would be known as Takt time. There is an optimum pace that your factory needs to produce items and this optimum pace establishes the takt time or the “drum” in this example. The rope is the way things are connected. Each manufacturing operation is tied to the other. If two activities are tied together, then you want the rope between them to be tight. If it has slack, then the second activity is going too fast and if it is too tight then the first activity is going too fast. The buffer is how big the rope is. How much time between activity one and two? How much buffer stock or inventory?
In our company, we are working with these ideas. What is the Takt time in a curtain wall company? How do we get the various departments and activities to work to that Takt time? Can we get our vendors to work to our Takt time also? How do we keep our extruder from shipping us 30-45 days of extrusions (too much buffer)? How do we get our glass supplier to ship us the glass by day in lieu of large shipments by building? Can we cut and fabricate just what we need tomorrow? How would that effect our material optimizations? Can we assemble and glaze the same number of units that the field will set in a day? How do we get engineering to match that same pace?
This was one of the things we were considering when we chose our first machine. In a manual process, people tend to optimize the cutting of like parts because it takes less time. But this means that materials are not being produced in the same order that the assembly crew or the field installation crew wants them. With The Planet and the Quadra machines, there is no need to cut all the same parts first. The machine doesn’t care which parts it makes and does not mind making very different parts right after each other. With the Emmegi software, we also have the option of sending an optimized list to the machines. This means that we are not limited to the cutting optimization that the software would normally provide (saw man logic, longest to shortest, etc..) but we can cut our material in the order that it is required even if it means using a bit more metal.
Another advantage that we have now that we are working with our own software is that we have full control of these types of variables. When we worked with Softtech’s V6 software, we were limited on what we could do with optimizations. With lean, it is all about optimizing what the customer gets, not creating local optima. Minimizing waste of metal and creating huge hunting and sorting wastes do not help your customer.
So decide what is creating the beat or takt time through your company. Link your tasks together using the rope analogy (get them to run at the same pace) and decide how much buffer you need between activities to allow for problems and issues. Create a smooth flow through your company. The equipment you choose can greatly help with this.